





Produce Dot Matrix Printer
Company IBM Corp.
Spurce "Design for Assembly In Action"
Assembly Engineering
January 1987
Improvemts/Reductions
Part Count 65%
Assembly Time 90%
Summary
Design of a new dot matrix printer.
Design For Assembly In Action
BDI Professors P. Dewhurst & G. Boothroyd,University of Rhode Island
A striking comparison of two different product designs, the Epson MX80 and IBM Proprinter,highlight the importance of the Design for Assembly approach.
The Epson MX80
An Epson MX80 dot matrix printer was disassembled and analyzed for manual assembly using DFA procedures.
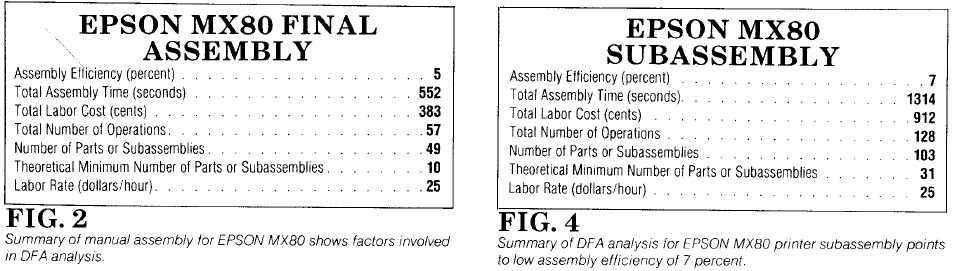
As a first step, the final assembly only was considered as shown in the exploded view, Fig. 1. A summary of this analysis is shown in Fig. 2. The final assembly involves 57 separate assembly operations and takes an estimated total assembly time of 552 seconds.Moreover, of the 49 different parts or subassemblies added in the final assembly process only 10 satisfy the criteria for separate parts’. This gives rise to a very low efficiency of only 5% and indicates great potential for part count reduction. The low assembly efficiency is also due to the fact that many of the parts are difficult to align and locate and require repositioning for insertion of fasteners. A breakdown of the total assembly time of 552
seconds is as follows:
As is common in most mechanical product designs, fasteners outnumber the functional parts in the product and represent a major portion of the assem-bly time. Clearly, eliminating fasteners in favor of an integral fastening design constitutes the greatest potential for reducing part count and assembly time.However, the three separate printed circuit boards, spacers, insulators and connectors offer further significant possibilities for design simplification.
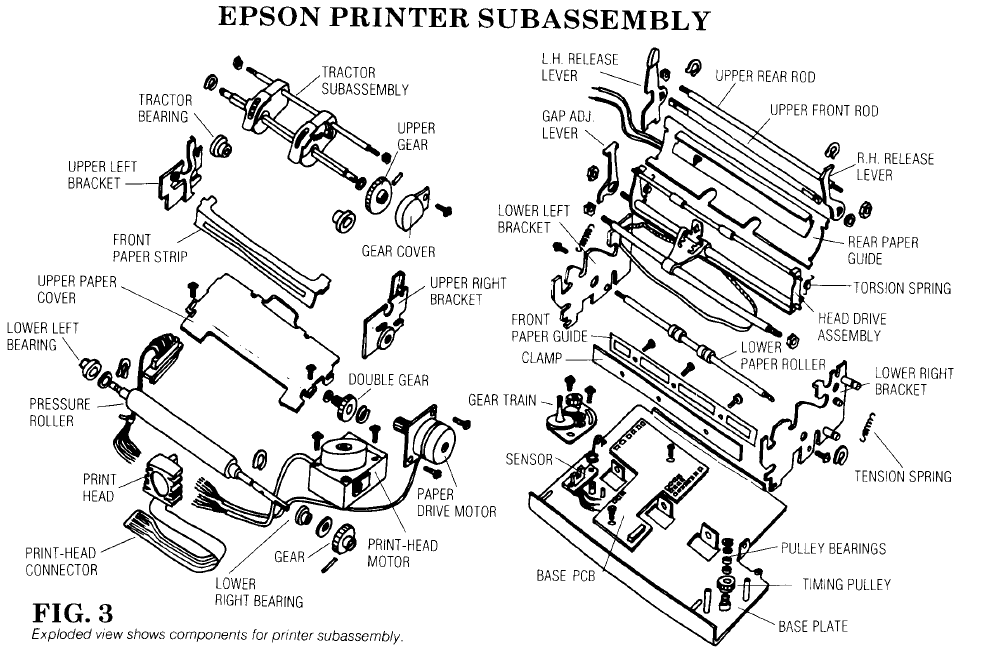
The final assembly of the Epson MX80 involves positioning and securing the main printer subassembly which includes the paper and print-head drive units. The second step in the design analysis involves the main printer subassembly, shown in the exploded view, Fig. 3. The essential design features of this subassembly are a stamped steel baseplate and two steel lower side brackets that are assembled into slots in the base. A cover is secured across the top of the side brackets,and this in turn supports two upper side brackets. Steel rods also stiffen the entire assembly. The main difficulty with this design is that almost all of thefunctional parts either hang between or on the outside of the side brackets. Most of the parts remain unsecured untit the upper front and rear rods are in place and the hexagon nuts are secured against the upper and lower bracket sides.
Good Design For Assembly practice requires the exact opposite of this approach. That is, parts should be added in layer fashion from the base plate and should either be self-locating or secured immediately. In the Epson MX80 design, the base plate supports only a printed circuit board and the printhead belt drive mechanism. The side plates, which are only loosely held in place are required to support all other parts until final securing takes place with hex nuts.
A summary of the DFA analysis for the printer subassembly is shown in Fig. 4. It can be seen that 128 separate operations are involved taking an estimated time of 1314 seconds and giving an assembly efficiency of only 7%. As with the final assembly, a central problem with the design is the large number
of fasteners. A breakdown of assembly time is as follows:
As was the case in the final assembly process, many operations in the main subassembly involve difficult alignments,adjustments, and obstructed access for insertion of both parts and fasteners. The MX80 has a reputation for high quality and reliability, but it is clear that it does not stem directly from the design but must result from skilled and careful assembly work.

The IBM Proprinter
Recently the new dot matrix printer called the Proprinter was announced by IBM. It is a replacement for the Epson MX80 printer which has been marketed by IBM under their name and supplied with the PC and XT range of computers. The authors understand that this new printer was designed specifically with robotic assembly in mind, and is a design that involves several revolutionary concepts and avoids the use of screws or other separate fasteners. The final assembly of the Proprinter is being done at IBM’s Information Products Division, Charlotte, N.C.
It should be made clear that the authors had no specific knowledge of the labor rates, machinery costs or production parameters appropriate to this particular assembly plant location. Also, it should be understood that any conclusions drawn in the study reported here are subject to the assumptions made regarding these values.
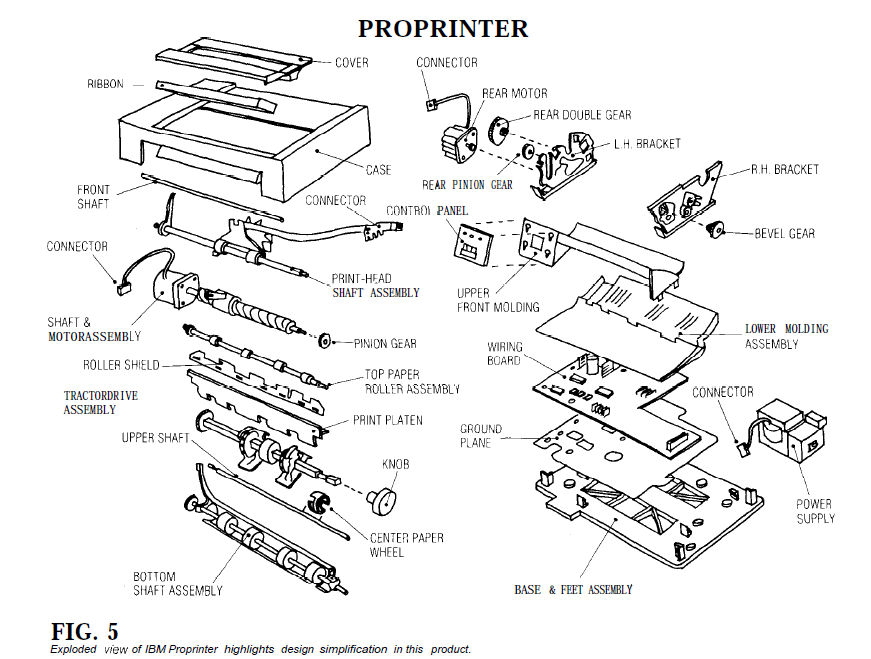
Figure 5 shows an exploded view of the Proprinter with reasonably descriptive names given by the authors to the various parts and subassemblies. In all, there are 32 parts if the four connectors that must be inserted into the printed circuit board are considered separately. The Proprinter is a remarkable design in that all parts or subassemblies snap together during final assembly without the use of fasteners. Even the two motors and the heavy power supply snap into place with fairly simple double motions. It is evident from even a cursory inspection that this is an excellent design for manual assembly. However, its suitability for robot assembly requires more careful analysis.
Before looking at the results of the assembly analysis, the validity of the assumptions regarding labor and equipment costs and production parameters should be considered. Cost and Parameter Assumptions: Figure6 presents the values of the important basic costs and parameters used throughout the analysis. These values were deliberately biased in favor of robot assembly. For example, the cost of $50,000 per year, including overhead, for one assembly operator is quite high-a figure of $30,000 is more usual. The cost of one Scara-type robot arm with controls, gripper and sensors of $60,000 is relatively low.
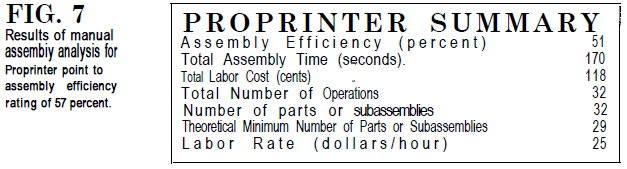
The assumption of two shifts working also helps justify automation equipment. Manual Assembly Analysis: In any Design For Assembly study it probably is worthwhile to perform an analysis for manual assembly first in order to provide a benchmark for subsequent comparisons. Figure 7 presents a summary of the analysis for manual assembly. The total assembly time is 170 seconds and with a labor rate of $50,000 per yeae($25/hr), this gives a total manual assembly cost of 118 cents per unit.
As each part is considered in the design analysis, an evaluation must be made as to whether or not it qualifies as a separate are candidates for being eliminated through product redesign; namely, the three connectors. Theoreti-cally, these connectors could be inte-grated into the assembly to which they are connected by the res[ective leads. This not only would eliminate the leads.This not only would elimiate the leads but would also allow the electrical con-nections to be made when the parent assembly is inserted. With this design about 12 seconds of manual asembly time could be saved .for a part that is easy to grasp,manipulate and insert with one simple motion,a total assembly time of about three seconds is appropriate.if the 29 parts were all this easy to assemble,then the total assembly time would be 87 seconds.comparing this figure with the estimated assembly time gives an assembly efficiency of 51%,meaning that the possibility exists for further improvement in assemblability.However,this figure takes no account of practical limitations and,in fact,represents an outstanding achievement.Assembly efficiency figures of less than 10% are more common for this type of porduct--recall the 5% and 7% values for the epson printer.
Robot Assembly Analysis
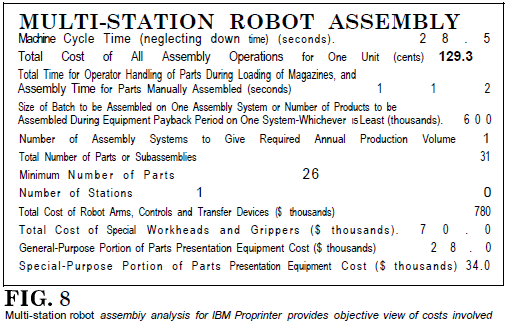
Turning now to robot assembly analysis it should be realized at the outset that this is camied out for three different typers of assembly systems: single-station with one robot arm,single-station with two robot arms and the multi-station robot system.After entering data into the Design for Robot Assembly Program the summary of results as shown in Fig 8 was obtained for the multi-station system.
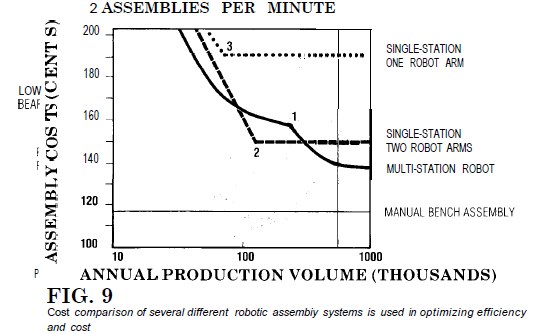
Figure 9 shows how total assembly costs vary for each robotic system and with different production volumes.For a single-station one-arm system the assembly time was estimated to be 211 second,representing an annual production volume of 68,000 units.The corresponding assembly cost is 190 cents (point 3 on the graph).
For higher prooduction volumes multple systems result in the same assembly cost.However,lower production volumes obtained by under utilization of one system result in rapidly increasing costsdue to the special-purpose equipment that cannot be used for other products.Similarly one single-station two-armsystem requires 101 seconds to complete the
assembly (143,000 per year) at a cost of 150 cents. This condition is point 2 on the graph.
Because multi-station machines can be configured in a variety of ways, they can be designed to match the required production volume. The condition marked point 1 represents the smallest practical multi-station machine fully utilized. This situation results in production of about one assembly per minute, or 240,000 units per year. However, for the Proprinter, a system with only one more station results in the production of two per minute and 480,000 units per year at a significantly lower cost of 136 cents. It was this latter condition that was selected as being the most favorable for robot assembly.
A major problem when considering assembly of the Proprinter using singlestation systems is the number of special tools and grippers required. This not only increases the cost of the equipment but lengthens the assembly cycle time due to frequent gripper changes. With the one-arm system about one third of the cost of the total system is attributable to special robot tools. Many of the parts are difficult to grasp and could have been provided with design features that facilitate gripping. However, with the multi-station machine this is a relatively minor problem because the various robots can be provided with suitable grippers for the work at that particular station and the need for gripper changing is avoided. In the case of a one-arm singlestation system approximately one half of the cycle time in assembling the Proprinter would be spent on gripper changing.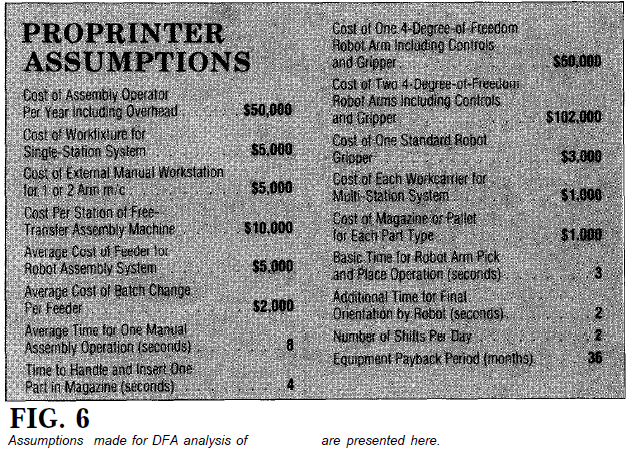
Another problem highlighted in the analysis is that the majority of parts involve multiple insertion motions requiring a more expensive robot than the simple four-degree-of-freedom Scara type. Of course in a single-station system, even if only one part requires a multiple motion (insertion path), the more expensive robot will be required. On a multi-station machine, different robots can be employed at each station. However, all of the five robot stations proposed in this analysis require the more expensive six-degree-of-freedom robot arms. Further consideration probably could have been given to assembly from one direction in the Proprinter.
It should be noted that the design for assembly software assigns a relative cost factor for the robot arm required for each assembly operation depending upon the difficulty of the task. This cost factor is then multiplied by the cost of a four-degree-of-freedom robot arm which is one of the basic costs in the user interactive data base, see Fig. 6. In this way the appropriate arm cost is identified for a single station system or for each station on a robot assembly line.
A significant aspect of this analysis is the time estimated for manually loading the various parts or subassemblies into pallets or magazines for presentation to the robot. Very few parts can be fed and oriented automatically, and an allowance has been made for manual loading time and pallet cost. Regardless of the assembly system used, the total manual time is estimated at 119 seconds; this figure includes 28 seconds for manual assembly of the flexible roller shield and the four flexible connectors. The individual times for manual loading were obtained from the results of the manual assembly analysis by adding the manual handling time to the time of 1.5 seconds for an easy insertion operation. This gives a total time of 91 seconds, representing a cost of 63 cents per assembly. These figures can be compared with a total manual assembly time of 170 seconds and a cost of 118 cents.
The conclusion is unavoidable that if parts are to be manually loaded into pallets, then with a little extra effort these same parts could be inserted into a well-designed assembly such as the Proprinter. It is sometimes argued that the manual loading time should not be included in these analyses because the parts can be obtained from the manufacturers already palletized. Whether or not this can be done without additional expense is highly questionable. It should be realized that if the manual assembly analysis were also performed assuming palletized parts, then the total manual assembly time could be reduced accordingly, and robot assembly would again be difficult to justify in terms of cost.
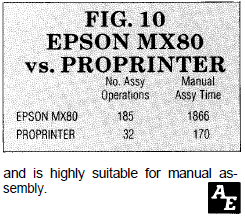 |
Conclusion In analyzing the Epson MX80 printer,care was taken to start with the same level of subassemblies as those used for the final assembly of the Proprinter. Thus the tractor, head drive, gear train and motor subassemblies match almost identical ones in the Proprinter. Comparison of the two product analyses, therefore, is valid as shown in the table, Fig. 10. It is felt that the Proprinter represents an outstanding design achievement and is highly suitable for manual assembly. |





